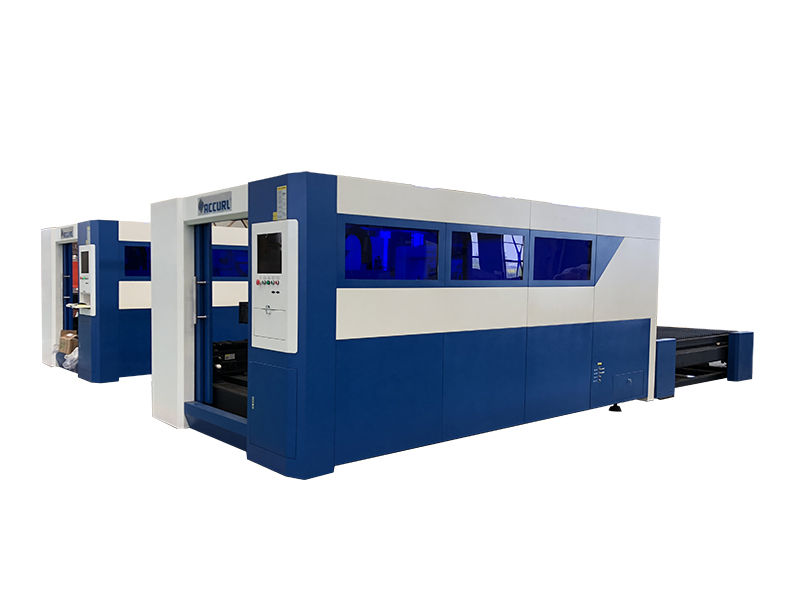
1, główne cechy maszyny
Maszyna składa się z hosta maszyny, komputerowych systemów sterowania, głowicy do cięcia laserem światłowodowym, agregatów chłodniczych, pomocniczych elementów przyzwoitości.
Konstrukcja suwnicy maszyny, wykorzystująca japońskie serwomotory YASKAWA, napędza podajnik zębatki i zębnik, wysoką precyzję i dużą prędkość, podwójny napęd i przekładnię zębatą zamiast tradycyjnej przekładni śrubowej, która sprawia, że maszyna jest pusta z prędkością do 40-50 metrów / min.
Brama łóżka, konstrukcja spawana maszynowo, obróbka starzeniowa po wyżarzaniu, obróbka zgrubna, wykańczająca, może całkowicie wyeliminować spawanie naprężeniowe i obróbkę skrawaniem, sztywna, wysoka precyzja, może być utrzymywana przez długotrwałe użytkowanie bez deformacji (co najmniej 20 lat).
Osie X, Y są importowane z Japonii YASKAWA o wysokiej precyzji serwomotory, dużej prędkości, wysokim momencie obrotowym i dużej bezwładności, stabilne i trwałe. Zapewnij wysoką prędkość, precyzję i przyspieszenie maszyny.
Specjalne oprogramowanie do cięcia, integracja wielu modułów specyficznych dla sterowania cięciem laserowym, mocny, dobry interfejs człowiek-maszyna, łatwa obsługa. Wybór głowicy tnącej szwajcarskiej marki wysokiej jakości głowicy laserowej Ray Tools marki Ray Tools, a także dedykowany czujnik pojemnościowy, czujnik o wysokiej precyzji, responsywny, wydajność najbardziej stabilny i niezawodny.
Systemy kontrolne; Użycie sterowanego komputerowo tłumaczenia stołu elektrycznego polega na całkowitym cięciu przedmiotu obrabianego i tak dalej. Cięcie można wykonać w dowolnym edytorze graficznym i samolocie sportowym.
Główne części maszyn przyjmują znaną markę w Europie, Japonii i Tajwanie, cenę w Chinach, ale europejską jakość maszyny.
2, główna zaleta techniczna maszyny
2.1 Obrabiarka
To łóżko maszynowe z konstrukcją bramową, konstrukcją spawaną maszynowo, belkami wykonanymi z odlewanego aluminium po wyżarzaniu, a następnie obróbce zgrubnej, wykańczającej, może całkowicie wyeliminować spawanie naprężeniowe i obróbkę skrawaniem, sztywność, precyzję wysoką, można utrzymać długotrwałe użytkowanie co najmniej 20 lata nie zdeformowane.
Suwnica maszynowa z ogólnymi częściami odlewanymi z aluminium, które mogą zmniejszyć belki wagi, aby zapewnić dobrą stabilność, praca z dużą prędkością może sprostać maszynie.
Maszyna ważąca 4 tony, technika analizy zmiennej wykorzystująca zasadę projektowania konstrukcji i dynamiki oraz konstrukcja konstrukcji metodą elementów skończonych ma doskonałe parametry statyczne i dynamiczne.
| parametry techniczne | |||
| Powierzchnia podłogi | Około 4650 * 2520 mm (z wyłączeniem obszaru załadunku i rozładunku) | ||
| Pozwól materiałowi Maksymalny obszar cięcia | 1500 * 3000 mm | ||
| Masa brutto maszyny | 4000 kg | ||
| Wymagania dotyczące zasilania | 380 V / 50 Hz | Całkowita moc | 20KW |
| Wymagania środowiskowe | Zakres temperatur: 10-35 ºC Zakres wilgotności: 40-85% 1 000 metrów nad poziomem morza, zastosowanie środowiska niepalne, wybuchowe, magnetyczne, silne trzęsienia ziemi | ||
| Parametry systemu ruchomego sprzętu | |||
| Prędkość skrawania, przyspieszenie | 0-50 m / min 0-3000 mm / s2 | ||
| Prędkość powietrzna, przyspieszenie | 0-50 m / min | ||
| Dokładność pozycjonowania | <0,03 mm / m | ||
| System napędowy | Zastosuj japoński napęd serwomotorów YASKAWA | ||
| Transmisja | Wszystkie wykorzystują precyzyjną śrubową zębatkę i zębnik | ||
| Systemy sprzężenia zwrotnego i kontroli transportu | Dedykowany system transportu i sterowania | ||
| System wentylacji | Naprawiono dolną wentylację | ||
| Typ stołu warsztatowego | Stół warsztatowy | ||
| Układ i system ochrony | Projekt standardowy | ||
Główne funkcje cięcia laserem naszej maszyny do cięcia laserem FIBE
| Nie. | Funkcjonować | Opis |
| 1 | Kontrola wysokości | Pochodnia przesuwa się w górę iw dół zgodnie z wysokością płyty |
| 2 | Regulacja mocy | Regulacja mocy lasera w zależności od nachylenia |
| 3 | Funkcja odwrotna | Odwróć, aby wykonać program NC |
| 4 | Powrót do punktu przerwania | Wróć do punktu przerwania po odzyskaniu |
| 5 | Multi Piercing | Pulse, Blasting, Progress, High-Speed |
| 6 | Linia prowadząca | Ustaw parametr linii wiodącej |
| 7 | Automatyczne wyszukiwanie krawędzi | Znajdź automatycznie współrzędne wycinanego elementu |
| 8 | Funkcja Leapforg | Leapforg, aby poprawić wydajność cięcia |
| 9 | Linia wspólna | Wspólna linia w celu poprawy wydajności cięcia |
| 10 | Funkcja znakowania | Zaznacz dowolny kształt na talerzu |
Grubość i prędkość cięcia laserem w celach informacyjnych (w oparciu o moc lasera 800 W, inna moc lasera dane będą niewielkie)
| Materiał | Grubość (mm) | Polecam cięcie Prędkość (mm / min) | Maksymalna prędkość cięcia (mm / min) | Moc (W) | Gaz tnący | Ciśnienie gazu (kPa) | Ostrość (mm) | Model dyszy | Rozogniskowanie (mm) |
| SS | 1 | 10000 | 12000 | 700 | N2 | 8 | 0 | 1.5 | 0.7 |
| SS | 1.5 | 5000 | 5500 | 700 | N2 | 8 | 0.7 | ||
| SS | 2 | 2500 | 3000 | 700 | N2 | 9 | -1 | 1.5 | 0.7 |
| SS | 3 | 1500 | 1800 | 700 | N2 | 9 | -2 | 2 | 0.7 |
| SS | 4 | 1200 | 1400 | 700 | N2 | 9 | -2 | 2 | 0.7 |
| SS | 5 | 600 | 680 | 700 | N2 | 10 | -3 | 2 | 0.7 |
| SM | 0.5 | 9000 | 10000 | 700 | O2 | 1 | 2 | 1.2 | 0.7 |
| SM | 1 | 8000 | 9000 | 700 | O2 | 1 | 2 | 1.2 | 0.7 |
| SM | 1.5 | 6200 | 7000 | 700 | O2 | 1.4 | 2 | 1.2 | 0.7 |
| SM | 2 | 3500 | 4000 | 700 | O2 | 1.4 | 2 | 1.2 | 0.7 |
| SM | 3 | 3000 | 3600 | 700 | O2 | 1.2 | 2 | 1.2 | 0.7 |
| SM | 4 | 1800 | 2000 | 700 | O2 | 1.2 | 2 | 1.2 | 0.7 |
| SM | 5 | 1500 | 1800 | 700 | O2 | 0.6 | 2 | 1.2 | 0.7 |
| SM | 6 | 1100 | 1200 | 700 | O2 | 0.8 | 2 | 1.5 | 0.7 |
| SM | 8 | 900 | 1000 | 700 | O2 | 0.6 | 2 | 1.5 | 0.7 |
| SM | 10 | 700 | 800 | 700 | O2 | 0.7 | 2.5 | 1.5 | 0.7 |
Szorstkie koszty zużycia maszyny (w oparciu o moc lasera 800 W, inna moc lasera dane będą niewielką różnicą)
A> Całkowity pobór mocy
| Część maszyny | Moc (kW) | Pobór energii (kW / godzinę) | Uwaga |
| Generator laserowy | 5.8 | <= 21 | Ze względu na to, że cena energii jest inna w każdym kraju, mogę podać tylko zużycie energii, nie mogę podać całkowitego kosztu ceny |
| Stół CNC | 5.8 | ||
| Jednostka chłodząca | 5 | ||
| Filtr ekstrakcyjny | 4.4 |
B> Zużycie gazu
| Gaz | Konsumpcja (Minuta / butelka) | Uwaga | Uwaga |
| O2 | 60 | Obliczono na podstawie Płytka MS 1 mm | Ponieważ cena gazu jest inna w każdym kraju, więc mogę podać tylko zużycie gazu, nie mogę podać całkowitego kosztu ceny |
| N2 | 15 | Obliczono na podstawie Płytka SS 1 mm |
C> Części eksploatacyjne
| Materiały eksploatacyjne | Życie (godzina) | Cena jednostkowa (USD / szt.) | Całkowity koszt (USD / godzina) | Uwaga |
| Lustro ochronne | > = 240 | 43 | 0.18 | Jeśli środowisko pracy jest dobre, materiały eksploatacyjne Życie będzie dłuższe |
| Dysza | > = 600 | 21.4 | 0.04 | |
| Pierścień ceramiczny | > = 1500 | 108 | 0.07 | |
| Całkowity | 0,29 USD / godzina | |||
Całkowite zużycie
| Pozycja | Moc Konsumpcja | Zużycie gazu (USD / godzina) | Materiały eksploatacyjne | Uwaga |
| O2 | <= 21 kW / godzinę | 60 (minuta / butelka) | 0,29 USD / godzina | Obliczono na podstawie 1 mm płytki MS |
| N2 | <= 21 kW / godzinę | 15 (minuta / butelka) | 0,29 USD / godzina | Obliczono na podstawie 1 mm płyty SS |
Wprowadzenie do oprogramowania do cięcia laserowego (oprogramowanie do automatycznego rozmieszczania)
„Oprogramowanie do projektowania cięcia laserowego” jest przeznaczone dla oprogramowania do projektowania cięcia płaskiego, którego głównym celem jest zapewnienie przetwarzania obrazu, ustawień parametrów, niestandardowego edytora procesu cięcia, symulacji oraz sortowania i przetwarzania na biegu jałowym
Obsługuje następujący tryb wprowadzania danych
6.1) Po upływie czasu obsługi DXF, PLT i innych graficznych formatów danych akceptowanych międzynarodowy standard G code Mater Cam, Type3, Wentai generowana przez oprogramowanie grafika importu DXF, kontury tekstu System bezpośredniego ekstrakcji AutoCAD przesłał dane obrazu graficznego, możesz edytować układ (np. obracanie, wyrównywanie, kopiowanie, łączenie, wygładzanie, scalanie) importowanych danych w celu automatycznego sprawdzenia legalności, takich jak: Zamknięte, zachodzące na siebie, przecinające się, odległość między wykrywaniem grafiki, rodzaj cięcia (cięcie kobiece, cięcie Yang ) i relacje zewnętrzne, relacje interferencyjne, automatyczne obliczanie wprowadzanych szablonów rozkroju, linia eksportu.
6.2) Proces w zależności od potrzeb, można dowolnie modyfikować pozycję początkową i kierunek przetwarzania grafiki, podczas gdy system dynamicznie dostosowuje wprowadzenie pozycji wiodącej, import pliku zawsze automatycznie optymalizuje sekwencję przetwarzania, ale można go również ręcznie dostosować, aby skrócić czas przetwarzania i poprawić wydajność przetwarzania wybierz wyjście graficzne, wsparcie w dowolnym miejscu w przetwarzaniu danych lokalnych, szczególnie przydatne do podawania, podczas gdy możesz użyć funkcji przycinania, lokalnego punktu przerwania przetwarzania grafiki, proces może przebiegać do przodu wzdłuż ścieżki, przewijać, napotkana elastyczność każdy przypadek procesu, zgodnie z obróbką graficzną, wielkością surowca, automatycznym nestingiem
Produkty powiązane
 laserowa maszyna do cięcia metalu / cena maszyny do cięcia laserem / maszyna do cięcia laserem ze stali nierdzewnej
laserowa maszyna do cięcia metalu / cena maszyny do cięcia laserem / maszyna do cięcia laserem ze stali nierdzewnej Światłowodowa wycinarka laserowa Accurl Smartline 3015
Światłowodowa wycinarka laserowa Accurl Smartline 3015 500w1000w 2000w 3000w laserowa maszyna do cięcia laserem cena w USA
500w1000w 2000w 3000w laserowa maszyna do cięcia laserem cena w USA 1000w cnc 3015 włókno laserowe cięcie maszynowe stal nierdzewna stal miękka aluminium najlepsza cena
1000w cnc 3015 włókno laserowe cięcie maszynowe stal nierdzewna stal miękka aluminium najlepsza cena cena wycinarki laserowej na targach kanton 2018
cena wycinarki laserowej na targach kanton 2018 programowalna plazmowa wycinarka laserowa do cięcia plazmowego cnc z maxpro 200
programowalna plazmowa wycinarka laserowa do cięcia plazmowego cnc z maxpro 200 laserowa maszyna tnąca do cięcia materiałów miedzianych i aluminiowych
laserowa maszyna tnąca do cięcia materiałów miedzianych i aluminiowych Maszyna do cięcia laserem światłowodowym 500 w 1000 w na sprzedaż
Maszyna do cięcia laserem światłowodowym 500 w 1000 w na sprzedaż 2018 najnowsza suwnica bramowa plazmowa cnc suwnica bramowa producent ceny plazmy
2018 najnowsza suwnica bramowa plazmowa cnc suwnica bramowa producent ceny plazmy 420mpa 3-osiowa maszyna do cięcia strumieniem czystej wody do pianki, skóry, folii z tworzywa sztucznego
420mpa 3-osiowa maszyna do cięcia strumieniem czystej wody do pianki, skóry, folii z tworzywa sztucznego